
2005 International Symposium on Automotive Engine Technology and Equipment
Automotive energy conservation, environmental protection, and safety are the focus of global research, and automotive energy efficiency and emissions are closely related to the engine. The engine is the heart of the car and is a key component of the car. Its manufacturing quality, manufacturing processes and equipment directly affect the performance and reliability of the car. The development trend of automobile engines is developing toward high speed, high power, high durability, high environmental protection and electronic.
In recent years, China's automobile engine manufacturing processes and technologies, especially machining technology, have made great progress and development. In order to promote its further improvement, the "2005 Automotive Engine Technology and Equipment (12th) International Symposium", sponsored by the China Automotive Industry Advisory Committee and the Shanghai Automotive Engineering Society and the School of Automotive Engineering of Tongji University, was launched in 2005. Held at Shanghai Oasis Building from December 7th to 8th. The seminar covers three aspects: the development trend of modern engine technology, the latest manufacturing technology and application of engine and its key components, and lean design of engine factory. The following is an overview of the specific content of the seminar.
The seminar started on the morning of December 7, 2005. The participants included automotive industry experts Tang Boning, Gu Yongsheng, Qian Renyi, Chen Guangzu, etc. More than 100 people including representatives of automobile engines and parts companies attended the seminar.
Professor Chen Guangzu, member of the Expert Committee of China Association of Automobile Manufacturers, pointed out in the report entitled "The Thoughts of the "Eleventh Five-Year" Automobile Industry" that the 11th Five-Year Plan of China's National Economy, which is about to begin, is an extremely important five years for the automobile industry. It will determine whether China's auto industry can truly advance from a big automobile country to a car power and build a solid foundation on the basis of great achievements in the past. The next five years will determine whether China's auto industry can stand on the road of globalization. Stabilizing the heel, rushing out of the encirclement, and further enhancing the critical period of its status in the global automotive industry division of labor system. The report expounds the ideas of the “Eleventh Five-Year†automobile industry from 12 aspects through detailed data and national industrial policies.
Professor Qian Renyi from the School of Automotive Engineering of Tongji University gave a keynote speech entitled "Technical Trends in Modern Automotive Engine Products". Energy conservation and environmental protection are the main themes of the technological trends of modern automobile engine products. In the report, Professor Qian discussed the ways of energy conservation and environmental protection. On this basis, the engine technology was scanned. The three core technologies of gasoline engine (variable valve, gasoline direct injection and reduced displacement) and diesel engine core were discussed. Technology (high pressure injection, exhaust gas aftertreatment and supercharging); briefly introduces the HCCI, which is the advantage of both the oil storage engine and the diesel engine; finally, the aluminum alloy cylinder block, combined camshaft and connecting rod technology are representative, briefly The development trend of modern engine parts technology.
Mr. Maurizio Sciamanda, Technical Program Manager of the Assembly Line of COMAU's Powertrain Division, gave a speech titled "Development Trends in Modern Automotive Engine Assembly Lines". Through the introduction of a large number of successful cases, the development direction of the assembly line is explained from the following five aspects:
(1) The most reasonable layout of the assembly line.
(2) Quality assurance of the assembly line.
(3) Multi-varietal mixed flow production line.
(4) The degree of automation of the assembly line.
(5) Anti-error device on the assembly line.
Michael Christie, engine/transmission test technology manager at Coma Powertrain Division, gave a speech titled "Engine Test Technology on the Production Line." Many engine manufacturing defects can only be checked by online testing or online verification techniques. While downline testing is also important, its quality control is enhanced through online testing. The earlier the fault is discovered, the less damage it will cause. Online testing technology enables maximum traceability of manufacturing defects.
The purpose of the engine cold test is to verify the quality of the engine's manufacturing and assembly at the end of the assembly line. In the cold test, the engine is tested under the drag of the motor in the case of non-ignition combustion, and the engine does not work according to the actual use. The cold test is a quality control method used in engine manufacturing engineering, which has engine product correlation and engine defect fault check function.
The engine thermal test focuses on test items, typical engine test room planning, control, and data acquisition. Finally, the development trend of engine testing is also mentioned: gasoline engine and small diesel engine testing will lead to the elimination and greatly reduce the direction of thermal testing, more emphasis on online testing in the production process, using cold test technology to improve engine products in the hot test One pass rate.
On the afternoon of December 7, Mr. MB Schauerte, Senior Sales Manager of KRAUSE & MAUSER, gave a special speech on the laser breaking process of the connecting rod. The inability to accurately machine the surface after separation of the parts and the combination has been an insurmountable problem until the invention of the process of breaking, making it possible to precisely match and bolt the two fracture surfaces. The German Klaus-Mauser Group has been persistently researching and breaking technology for a long time. In 1995, the revolutionary laser breaking technology applied to connecting rod processing began to be applied to the European market. Precise laser scoring and breaking force allow fine fracture surfaces to be assembled perfectly. The breaking technology greatly reduces the cost and reduces the processing process by 50%. Compared with the traditional method: the machine tool has low investment, the material cost is low (only 1 blank), and the processing time of the whole process is short. The biggest advantage of the laser is that it can be processed without touching the surface of the material. Compared with broaching, the laser does not have to touch the workpiece to cut the required break line for the breaking process, so there is no wear of any props. The repeatability and stability of the production process is very high. In addition, the laser is very flexible, so that the same laser can be used to optimally cut the various links. The life of the broach is approximately 400, while the life of the laser optical lens can be as high as 1 000 000.
The subject of Mr. Nuo Shi, Executive Director of JUNKER, Germany, is entitled "Innovative Crankshaft Grinding Technology". For the grinding of the traditional crankshaft journal, it is often first to grind the main journal (link neck), then to grind the connecting rod neck (spindle neck), and finally to grind the size head. The concept of JUNKER machine tool is “one-time clamping, all processingâ€, which has the advantages of high process reliability, less workpiece handling times, shorter tact time, no need for multiple clamping, so higher processing quality and downtime can be obtained. Short (if a unit fails, all processing is not interrupted). JUNKER's high-speed grinding wheel is installed using a patented technology – a three-point installation system.
The oscillating tracking grinders of the JUCRANK series of JUNKER provide a comprehensive solution for the overall machining of the crankshaft. Various types of grinding machines are available for crankshaft machining of all models from single-cylinder engines to 12-cylinder engines. Each type of JUCRANK grinder is designed and fitted with a unique platform and wheel frame, depending on the type of processing and the required throughput. The JUCRANK oscillating tracking grinder can perform almost all the grinding processes in the crankshaft machining process. The main journal (cylindrical, concave, convex) and connecting rod journals (cylindrical, spherical, concave, convex) can be ground in one setup. Finished (see Figure 1). The hardened rounded corners can also be ground. In addition, in terms of technology, JUNKER's scope of supply also includes any combination with Other grinding methods. Different models can be combined with other JUN machine tools to machine the positioning journal, flange and gear journal.
JUNKER has long used a combination of CBN grinding wheels for high speed machining and oil cooled crankshafts. The long-term accumulated experience and knowledge apply to the processing of automotive engine crankshafts with reliable quality. The technical advantages of JUNKER's crankshaft grinding machines are: detecting and correcting the roundness and size of the journal during machining; control systems with “learning functionâ€, additional roundness deviation and interference
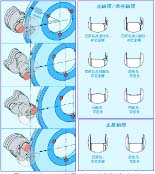
Figure 1 The principle of oscillating tracking grinding and the shape of a journal that can be ground
The automatic compensation, the amount of interference that can be compensated for: temperature, mechanical and dynamic effects, changes in grinding allowance, material and metallographic structure changes, the machinability of the grinding wheel, the wear condition of the machine tool; And the connecting rod journal is clamped once, the theoretical deviation is zero; plunge grinding and oscillating grinding; support for "sensitive workpiece", automatic center-centered three-point center frame on the main shaft; CNC controlled cooling The supply of the agent guarantees a long-lasting amount of the grinding area; the static pressure circular guide rail has no creeping effect, ensuring long-lasting high precision (X-axis guide rail, feed screw, thrust bearing); damping anti-twisting bed, use Made of cast iron, it has good shock absorption and bending resistance; the grinding wheel shaft is suitable for grinding up to 140m/s.
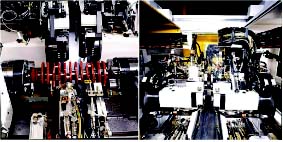
Figure 2 Front and rear shape of JUCRANK 6000/50-50 CBN grinding machine
Figure 2 shows a CNC crankshaft grinder of the type "JUCRANK 6000/50-50". The grinding machine has four CBN grinding wheels, each of which can be independently ground. One clamping can grind all main journals and connecting rod necks (oscillation tracking grinding).
On the morning of December 8, 2005, Mr. Guo Weijian, representative of the Beijing Representative Office of Schenck, gave a detailed introduction to the crankshaft balance technology and quality centering technology. Mr. Guo Weijian explained the following problems through the explanation of the crankshaft dynamic balance technology and balance equipment:
1. New trend in crankshaft balance
(1) Reduce the initial unbalance of the crankshaft, taking full account of the internal mass compensation of the crankshaft (taking mass centering, etc.).
(2) Using the unbalanced quantity optimization decomposition method to minimize the amount of material removal when correcting the imbalance amount.
(3) The balancing machine adopts a modular design to improve flexibility.
(4) Drilling uses high speed drilling.
(5) Lubrication adopts MOL (Mini Oil Lubrication) technology.
2. Influence of internal mass compensation of crankshaft on engine operation
(1) Relationship between crankshaft unbalance quantity and mass centering process and processing degree
As the crankshaft of the mass center hole is drilled, the unbalance of the crankshaft increases with the degree of processing. The degree of rise has a major relationship with the quality of the blank. The worse the quality of the blank (bending), the greater the rising trend, and even scrapped.
As the crankshaft of the geometric center hole is drilled, the unbalance of the crankshaft decreases with the degree of machining. If the blank quality is poor (bending), most of the crankshaft is eliminated after roughing.
Figure 2 Front and rear shape of JUCRANK 6000/50-50 CBN grinding machine
Figure 2 shows a CNC crankshaft grinder of the type "JUCRANK 6000/50-50". The grinding machine has four CBN grinding wheels, each of which can be independently ground. One clamping can grind all main journals and connecting rod necks (oscillation tracking grinding).
On the morning of December 8, 2005, Mr. Guo Weijian, representative of the Beijing Representative Office of Schenck, gave a detailed introduction to the crankshaft balance technology and quality centering technology. Mr. Guo Weijian explained the following problems through the explanation of the crankshaft dynamic balance technology and balance equipment:
1. New trend in crankshaft balance
(1) Reduce the initial unbalance of the crankshaft, taking full account of the internal mass compensation of the crankshaft (taking mass centering, etc.).
(2) Using the unbalanced quantity optimization decomposition method to minimize the amount of material removal when correcting the imbalance amount.
(3) The balancing machine adopts a modular design to improve flexibility.
(4) Drilling uses high speed drilling.
(5) Lubrication adopts MOL (Mini Oil Lubrication) technology.
2. Influence of internal mass compensation of crankshaft on engine operation
(1) Relationship between crankshaft unbalance quantity and mass centering process and processing degree
As the crankshaft of the mass center hole is drilled, the unbalance of the crankshaft increases with the degree of processing. The degree of rise has a major relationship with the quality of the blank. The worse the quality of the blank (bending), the greater the rising trend, and even scrapped.
As the crankshaft of the geometric center hole is drilled, the unbalance of the crankshaft decreases with the degree of machining. If the blank quality is poor (bending), most of the crankshaft is eliminated after roughing. Figure 3 Crankshaft car pulling process

Figure 3 Crankshaft car pulling process
(2) Selection of crankshaft mass center hole and geometric center hole
1 The blank quality is good, the machining allowance is small and the machining allowance is evenly distributed. At this time, the center hole of the crankshaft substantially coincides with the geometric center hole, so that it is not necessary to purchase a high quality centering device.
2 The quality of the blank is poor, the machining allowance is large and the machining allowance is unevenly distributed. The center hole of the quality is preferred. Because the initial unbalance is large, if the geometric center hole is drilled, the mass distribution is not uniform, the moment of inertia is large, and the accuracy of the subsequent processing equipment is damaged. Furthermore, with a geometric center hole, the initial imbalance may exceed the balancer requirements and cannot be balanced during dynamic balancing. In this case, the quality centering machine should be preferred.
3 If the quality of the blank is worse, no matter whether it is the center hole of the drill or the center hole of the drill, it will not play a big role. The overall balance is not acceptable by the measures such as milling the arm (the single turn is unbalanced). An illusion. This kind of crankshaft will re-generate distortion after installation, causing vibration and noise, and also affect the life of the whole machine.
It can be seen that the key to improving product quality is to improve the quality of the blank.
3. The working principle of automatic crankshaft quality centering machine
The crankshaft is placed on the support of the sliding unit flanges at both ends and clamped, and the center of rotation of the flange forms a measurement center line. During the turning process, the position of the support, ie the position of the crankshaft, is continuously adjusted so that the centerline of the mass is close to the centerline of the revolution. When the unbalance of the crankshaft blank is small and close to the set value, the drilling unit drills the center hole. This central hole serves as a positioning reference for subsequent processing steps.
Mr. Yan Xin, the general engineer of Shanghai General Manufacturing, gave a speech titled “Introduction to the Manufacturing Process of Assembled Camshaftsâ€. Assembly camshaft manufacturing is becoming more and more widely used in camshaft machining. Its remarkable features are: camshaft total light weight, high strength, short process flow, low workpiece scrap rate, and flexible production.
The fabricated camshaft manufacturing process has the following process features:
(1) The roughing of the blank is omitted, and the process flow is simple. The assembly parts of the assembled camshaft have small margin and high precision, and it is not necessary to carry out a large amount of rough roughing from the blank (casting fire forging) like the conventional camshaft, as long as semi-finishing and finishing are performed after assembly. This shortens the entire process.
(2) The processing allowance is small, which is convenient for high-efficiency production. Each precision casting component makes the machining allowance small, the equipment processing time is short, and the production capacity is large, which is beneficial to large-scale production. For example, the cam block is cast in the final shape, reducing the grinding allowance and shortening the grinding time.
(3) Different materials can use different materials to improve product performance and processing performance. The product has different performance requirements for different components ( journal, cam block, gear). The assembled camshaft can use different materials on different parts, such as powder metallurgy for cam and cast iron for tooth blank, which will help optimize product performance. The camshaft machining performance and optimization cost can also be improved according to the requirements.
(4) Adapt to the requirements of flexible product variety. A wide variety of crankshafts can be produced by changing different spindle necks and grinding different cam profiles.
Dr. Scott Hacker, General Manager of Shanghai General Manufacturing, gave a speech titled "Crankshaft Online Quality Control." Dr. Scott Hacker introduced the process flow of the Shanghai General Motors crankshaft production line. The crankshaft is the core component to ensure the normal operation of the engine. The product design has high requirements on the outer diameter and roundness of the journal. The tolerance is usually controlled within 0.002~0.005mm. The tolerance of the thrust surface width is usually within 0.005mm. And these dimensions are the most critical factor in the overall machining of the crankshaft and require continuous improvement.
Dr. Scott Hacker introduced several common quality control methods when it comes to the control of processing quality:
(1) On-line measurement after processing is used to verify the quality of the parts after processing, usually in series with the production line, 100% inspection of the workpiece and the discovery of non-conforming products.
(2) On-line measurement during processing realizes real-time control of the processing size and prevents the manufacture of defective products.
(3) The offline sampling test is completed by the operator, but the device is generally not compensated in this way. It is suitable for sampling inspection according to the control plan to ensure the stability of processing quality.
Dr. Scott Hacker also introduced the main features of the on-line measuring instrument and the impact on the output of the product: the short-term equipment capability analysis method can be used to complete the acceptance of the equipment capability. In the initial stage of equipment commissioning, it is not necessary to use the online feedback system to manufacture. Qualified workpiece. Using the detection data feedback system, it is possible to solve some problems that cannot be solved by statistics, such as errors caused by tool change and broken tools. The precision on-line measuring instrument is a separate station connected in series in the production line, and the measurement time is shorter than the processing cycle, so there is no influence on the production capacity. Depending on the production requirements, the production line may need to have two or more machines, but an on-line measuring instrument is sufficient for the production cycle. The precision on-line measuring instrument also has an automatic feedback system in the state of tool change and tool wear, which automatically compensates for machining errors.
The role of grinding online measurement is mainly to precisely control the grinding size of the crankshaft journal, which is an effective error-proof device. In the precision grinding, the probe feeds and records the change of the outer diameter size: the spindle neck multi-wheel grinder usually uses two sets of measuring instruments at the same time, respectively controlling the two main journals at the front and the rear of the crankshaft, and the connecting rod neck grinder controls each gear. Grinding dimensions of the connecting rod neck. The main features of the on-line measurement of polishing are: the first process is rough throwing, the on-line measuring instrument is used to control the polishing size, and the second process is finely polished, in order to reduce the surface roughness value.
On the afternoon of December 8, Mr. Gu Yongsheng, senior consultant of Shanghai Jiaotong University Automotive Science and Engineering Research Institute and former director of Shanghai Volkswagen Engine Factory and professor-level senior engineer made a concluding speech. Professor Gu fully affirmed the positive role of the seminar and initially discussed the central issues of the next seminar. It is pointed out that the speakers of this seminar are foreign auto equipment manufacturers and application providers. The next session will employ some domestic excellent equipment manufacturers, as well as engine and component manufacturers to introduce some successful experiences and jointly promote China's engines and parts. Improvement in manufacturing levels.
kaiping aida sanitary ware technology co.,ltd , https://www.kpfaucets.com