I. Introduction <br> <br> thermal spray technique is the use of some kind of heat fusible thermal spray or semi-molten material, and is applied by high velocity gas stream or flame atomized and then injected into the substrate (workpiece) surface, and A method of combining a matrix to form a functional coating. The main connotation of thermal spraying technology should include materials, equipment and processes (including pretreatment, spraying process, post processing). Since the invention of the first thermal spray device by Dr. MU Schoop from Switzerland, it has been nearly a century old. The initial thermal spraying can only be done by using a metal wire with a lower melting point as a material, spraying a corrosion-resistant coating with a flame as a heat source, and performing maintenance services, so it is called "Metal Spraying". During the Second World War, the advent of self-fluxing alloy powders enabled powder flame spraying to achieve large-scale industrial applications. After the war, the aviation and aerospace industries developed rapidly, and high-melting metals or alloys and ceramic materials became practical with the emergence of atmospheric plasma spraying technology. The successful development of self-adhesive composite powder represented by nickel-aluminum has played an important role in further improving the bonding strength of the coating.
With the improvement of the spraying equipment and the new processes such as explosive spraying, low-pressure plasma spraying and supersonic flame spraying, which have been developed later, the realization of high-quality coatings has become possible, and correspondingly, thermal spraying materials for various purposes have emerged. For a long time, thermal spraying equipment and processes have been pursuing high energy and high-speed particles, and the high efficiency of the spraying process through operation automation, and finally improve the quality and stability of the coating. For over a century, thermal spray materials have evolved from several original wire materials into hundreds of thermal spray materials to meet the needs of different process operations and different use characteristics. The thermal spray material obtains a coating of a certain composition and structure by a spraying method (apparatus, process), thereby obtaining desired coating characteristics. In a broad sense, thermal spray technology is a means of material compounding. It can be said that the diversity of thermal spray coating functions or the suitability for different specific applications depends on the material. The development of thermal spray materials and spray methods has contributed to each other, and the two have advanced the advancement of thermal spray technology.
The development of thermal spray technology in China began in the 1950s and has developed rapidly since the 1970s. In November 1981, the former State Economic Commission and the Science and Technology Commission organized the “National Thermal Spraying Collaborative Groupâ€. The country listed thermal spray technology as a key promotion project in the four consecutive five-year plans from the "6th Five-Year Plan" to the "Ninth Five-Year Plan", with remarkable results. The direct economic benefits of promoting the application of thermal spray technology during the “Eighth Five-Year Plan†period amounted to 3.5 billion yuan. At present, it has achieved great development and improvement in equipment, materials and processes. The thermal spraying industry has formed a scale. It is estimated that there are about 1,500 units of research, development and production of thermal spraying technology in China, among which there are nearly 100 research institutes and universities, and the rest are various enterprises. There are nearly 100 units engaged in research and development or manufacturing of thermal spraying equipment, about 300 units for research and development or production of materials, and more than 1,000 units for research and development or processing of thermal spraying technology. The application of thermal spraying technology has penetrated into various industrial fields such as aerospace, metallurgy, machinery, petrochemical, electric power and automobile, etc.
Second, the general situation of China's thermal spraying materials
Thermal spray materials are the “grain†of thermal spraying, the material basis for thermal spray production. The thermal spray materials are morphologically divided into three categories: powder, wire and bar; from the composition, they are mainly divided into four types: metal alloy, ceramic, composite and polymer; from the use properties, they can be divided into: wear-resistant, Corrosion resistance, high temperature resistance, oxidation resistance, heat insulation, sealing, absorbing, lubrication, abrasion reduction, non-slip, insulation and electrical conductivity. In the process operation, there are sub-materials, surface materials, or spray materials and spray-welded materials.
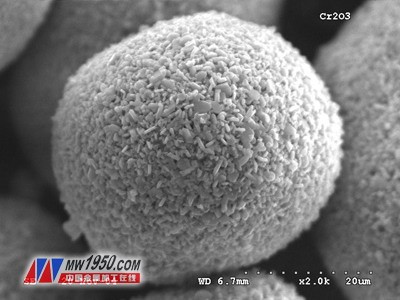
There are hundreds of specific varieties of thermal spray materials researched and applied in China, and there are about 100 kinds of specific thermal spray materials. At present, the relatively large amount of materials include: Ni-based, Fe-based, Co-based alloy powder, Al 2 O 3 , Al 2 O 3 ·TiO 2 , ZrO 2 ·Y 2 O 3 , Cr 2 O 3 ceramic powder, Ni/ Al, WC/Co, NiCr/Cr 3 C 2 , Ni/Cg composite powder; Zn, Al, Zn-Al, Fe-based, Ni-based metal alloy wire, iron-based, nickel-based powder core wire; Cr 2 O 3 bars and so on. The use of materials has been involved in various industrial fields with the application of thermal spray technology.
At present, nearly 600 sets of large-scale thermal spraying equipment imported from China are being used. Among them, nearly 400 sets of plasma equipment, nearly 100 sets of supersonic spraying equipment, and more than 10 sets of explosive spraying equipment. At the same time, it is still increasing at a rate of about 40 sets per year. The suppliers of imported large equipment are mainly SULZER METCO in Switzerland, PRAXAIR in the US, and GTV in Germany. The number of domestic large-scale thermal spraying equipment used has reached several thousand scales. The current thermal spraying methods are mainly plasma spraying, gas flame spraying and arc spraying. The total amount of various types of thermal spray materials consumed in China is thousands of tons per year, of which the import volume is hundreds of tons per year. The imported thermal spray materials are mainly high-grade ceramics, alloys and composite powders.
Third, the preparation method of the material
1. <br> <br> powder material for a powder material mainly plasma spraying, gas flame spraying and other various processes. The conventional preparation method of the metal alloy powder is mainly an atomization method, and is mainly produced by a gas atomization method or a water atomization method. The powder obtained by the gas atomization method has good sphericity, relatively low content of oxygen and the like, but the production cost is high; the water atomization method has two kinds of gas mist gas cooling and gas mist water cooling, and the specific surface area of ​​the powder obtained by the water atomization method. Larger, irregular particle shape and high production efficiency.

(a) Gas atomization to obtain NiCrBSi 
(b) Water atomization to obtain NiCr
Figure 1 (a, b) alloy thermal spray powder particle morphology
The preparation method of the oxide ceramic thermal spray powder generally includes a wet chemical method, an electrofusion fracture method, a spray drying method, and the like. Such as ceramic powder such as chromium oxide or zirconia. Wet chemical methods such as thermal decomposition, co-precipitation and other specific methods, the obtained powder particles are irregular; spray drying method to obtain spherical, hollow particles, low density of particles, high production efficiency; ceramic powder obtained by electrofusion After melting, the inside of the particles is dense, the edges and corners are more obvious, and the production efficiency is relatively low.
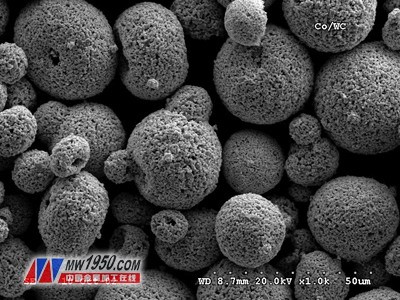
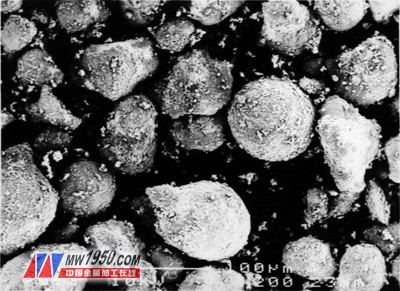
There are five main methods for preparing composite powders: one is high-pressure hydrogen reduction coating to form a "core/shell" composite particle coating structure. The second is agglomeration coating, forming an adherent coated composite particle with small particles encapsulating large particles. The third is high-temperature sintering and fracture, forming a "metal/ceramic" sintering denser composite particle structure and irregular shape. The fourth is spray-drying medium-high temperature sintering type to prepare hollow spherical composite particles. The fifth method is a mixing method in which two or more powder components are mixed and mixed, and the component for preparing the composite powder may be the above four composite powders, or may be a metal alloy or a ceramic powder, such as a NiCrBSi alloy powder and WC. A mixed powder of /Co or WC, a mixed powder of NiCr/Al and Ni/Cg. There are many types of composite powders, which can be formed by "metal, alloy" and "ceramic, polymer" to form "metal/metal", "metal/alloy", "metal/ceramic", "alloy/ceramic", "metal/ Types of organic matter, "alloy/organic matter", "metal/alloy/ceramic", etc.
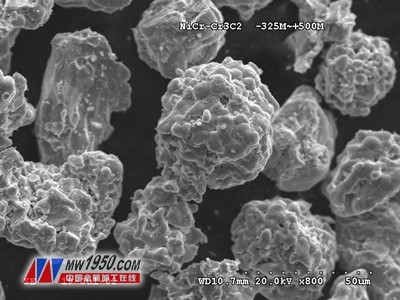
Figure 2 Cr 3 C 2 / 25% NiCr powder prepared by high temperature sintering
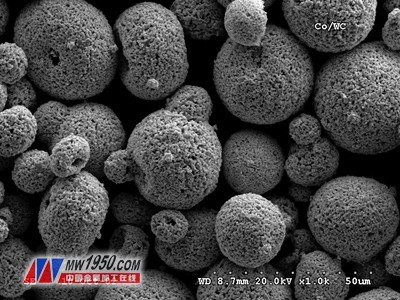
Figure 3 WC·12% Co powder prepared by spray drying

Figure 4 Al·80% Ni powder prepared by high pressure hydrogen reduction
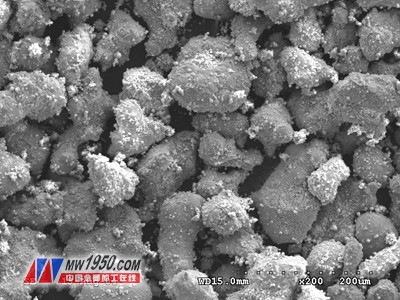
Figure 5 NiCr·5% Al powder prepared by agglomeration coating method
2. Wire
Wire is mainly used for arc spraying, wire flame spraying and so on. Traditional metal and alloy wire materials have been produced by mature smelting and drawing processes, and are processed by hot drawing or cold drawing. Including zinc wire, aluminum wire, molybdenum wire, copper wire, zinc aluminum alloy wire, nickel chromium alloy wire, nickel copper iron (monel) alloy wire, carbon steel, low alloy steel, stainless steel wire and so on. Since many of the spray materials of the composition are limited by the processing difficulties, the powder core wire and the composite wire have emerged. The powder core wire is derived from the flux-cored wire for welding, and is usually rolled by adding a U-shaped steel strip or a metal pipe to a powder. At present, 7Cr 13 , 316L, Ni / Al and other powder core wires have been widely used in production.
3. Bar
Bars are mainly used for bar flame spraying processes. At present, a large number of oxide ceramic sintered rods are mainly used in China, and are prepared by powder metallurgy sintering after press forming, such as Cr 2 O 3 , Al 2 O 3 , Al 2 O 3 /TiO 2 , ZrO 2 , TiO 2 . Wait. There are also a small number of direct-pressed soft-line spray materials compounded with plastic or rubber and ceramics, which overcomes the disadvantage that the ceramic rods cannot be continuously fed, but the corresponding cost is high.
Fourth, the new development of research and development and application of thermal spray materials in China
Thermal spraying maximizes the overall life of the material by imparting excellent functionality to the surface of the material to meet higher performance requirements or significantly extend the service life of the part. Thus, resource consumption is reduced and resource utilization efficiency is improved. Today, in China, vigorously promote circular economy and build a conservation-oriented society, it is of great significance to further promote the application of thermal spraying technology. Corrosion and wear are the main causes of failure of materials and components. It is reported that the economic losses caused by developed countries account for about 3% to 5% of the total output of the national economy. The annual damage caused by corrosion and wear in China has reached several hundred billion yuan, and a considerable part of this should be recovered by thermal spray protection. Therefore, thermal spraying technology has a wide application space and great potential in the development of national economy.
In recent years, China's thermal spray materials have developed rapidly with the application of the entire thermal spray technology, and the research and development of new thermal spray materials is also very active. At present, China's thermal spraying technology has developed to a new stage. First of all, a large number of advanced imported equipment, the technology of domestic equipment has been significantly improved, and some are close to foreign standards. Secondly, although the domestic thermal spraying materials need to be improved, the product system has been formed. The individual material varieties have approached or even surpassed the advanced level in foreign countries, and have strong research and development capabilities for new materials. Third, in the coating process research, including coating design, it has been able to adapt to various production applications. It has been technically developed from early oxyacetylene flame spraying of metal wire and powder to high speed and high performance coating. The fourth is to form large-scale applications in various industrial fields of the national economy, to form a specialized, serialized coating application, and from the early development of old and new waste to the current pre-protection and strengthening of new products. In fact, thermal spraying has become part of the new industrial component or composite production tool. Just as electroslag remelting evolved from electric welding has become a major technology for special steel or alloy smelting production, thermal spraying is becoming an important production technology for achieving special surface properties of workpieces or materials, and is becoming a composite material preparation process. One.
1. Composite of material composition and low impurity
Various types of spray materials With the application of coating performance requirements, single or small components of materials, materials with high impurity content are difficult to meet the requirements. The alloy powder develops toward multi-element alloying, and the composite of different components tends to be multi-component. For large-scale bottom rollers of various specifications used in the metallurgical industry, since the maximum use temperature exceeds 1100 °C, the oxidation resistance and wear resistance are demanding. In order to meet the service life, it is necessary to further develop multi-component alloys on the basis of MCrAlY. powder. The Beijing Research Institute of Mining and Metallurgy researched and developed the alloy powder of 7 components of CoCrAlTaYCA system by vacuum inert gas atomization method. The alloy powder contains 8%-10% Ta, and its oxygen content is less than 0.1%, and it is pure After Al 2 O 3 is mixed and subjected to explosive spraying, the coating bonding strength can reach 100 MPa. The composite material of the multi-alloy powder and the oxide ceramic has excellent high-temperature performance, and the life of the bottom roller is extended to one year.
For high-temperature sealing coatings for aerospace applications, coatings with a good abradability above 700 °C are required to have a strong overall performance. Ni/Cg is combined with NiCr/Al for further research and development of "metal/alloy/non- The plasma coating of metal" NiCrAl/NiCg materials meets stringent requirements.
A low-cost, one-step spray-resistant coating material suitable for surface strengthening or repair of conventional mechanical parts is a new thermal spray material that combines FeCrBSi alloy powder, tungsten carbide, nickel aluminum. The life of worn parts such as heavy-duty vehicle axles is significantly improved compared to the use of FeCrBSi alloy powder alone, and the overall cost is reduced, and good application results are obtained in production.
The use of multiple components in solid core and powder core composite wire gives full play to the comprehensive performance of the coating. For example, the FeCrNiBSiRE powder core wire arc spray coating developed by Beijing University of Technology has twice the wear resistance of 3Cr 13 It has good impact and wear resistance and is applied in the protection of “four tubes†of power station boilers. The performance of Ni-Cr-Ti alloy wire arc spray coating developed by Beijing Nonferrous Metals Research Institute reaches the level of 45CT of TAFA, and the price is only It is 1/3.
2. Ultrastructure and nanocrystallization of material structure
The use of nanomaterials to prepare new spray materials or to add nanomaterials to modify thermal spray materials has received increasing attention. The use of nanomaterials helps to refine and homogenize the microstructure of the coating to achieve higher coating properties. At present, many nano thermal spray materials studied in China include nano-WC/Co, ZrO 2 , ZrO 2 ·Y 2 O 3 , Al 2 O 3 ·TiO 2 , NiAl, etc. The preparation route is mostly to obtain the original nano-powder and then pass Granulation is carried out to obtain particles suitable for spraying. The Beijing Research Institute of Mining and Metallurgy used centrifugal spray drying to develop Cr 2 O 3 ·5% SiO 2 ·3% TiO 2 agglomerated powder with Cr 2 O 3 powder with an average particle diameter of 60 nm as the main raw material. After heat treatment, the powder was loosened. The density reaches 1.30g/cm 3 and the fluidity reaches 21.5s/50g, which meets the needs of spraying. Wuhan University of Technology used HVOF spraying with WC·12%Co powder with grain size of 60-80 nm and average particle size of 29 nm after granulation. The results show that nano-WC·12%Co material is more than conventional micro-WC·12%Co material. After spraying, the microhardness of the coating is obviously improved, and the weight loss of erosion is significantly reduced. The Wuhan Institute of Materials Protection used ZrO 2 ·8% Y 2 O 3 nano-zirconia agglomerated powder with a grain size of 20.3 nm, and obtained a coating with a grain size of 46.9 nm by a suitable plasma spraying process. The coating is prepared on the surface of a nickel-based superalloy. The thickness of the underlying NiCrAlY is 0.09 to 0.11 mm, and the thickness of the surface layer is 0.25 mm. Compared with the micron ZrO 2 ·8% Y 2 O 3 coating, the porosity of the coating increases, the thermal shock resistance of the coating increases by about 50%, the thermal conductivity is about 36% lower, and the thermal insulation temperature at 1200 ° C is 162 ° C, 31 ° C higher than spray coating thermal barrier coating.
(a) 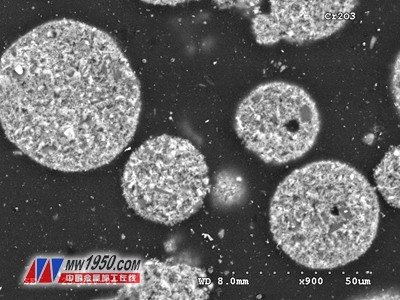
(b)
Figure 6 Nano Cr 2 O 3 · 5% SiO 2 · 3% TiO 2 agglomerated particles

(a) 
(b)
Figure 7 Nano-Al 2 O 3 ·13%TiO 2 agglomerated particles
(a) 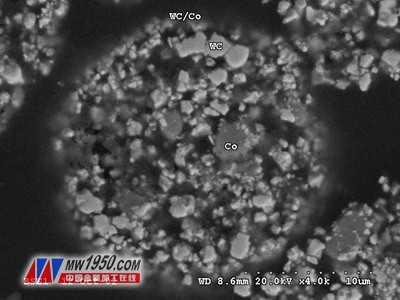
(b)
Figure 8 Nano WC·12%Co agglomerated particles
The Beijing Research Institute of Mining and Metallurgy obtained low-cost nano-aluminum powder by PVD method, and applied a thin surface passivation technology to the surface treatment, and then replaced the micro-aluminum powder as a coating component to prepare a composite powder coating material. The composite coating material has a good modification effect. The composite powder coated with nano-aluminum powder has obvious uniformity, good bonding effect, and no free-scattering aluminum powder, and the powder has good fluidity. Due to the high activity of the nano-aluminum powder, it will burn without rapid absorption when reaching a certain temperature in the air. This pre-combustion reaction and its synthesis reaction with nickel will lower the starting temperature of the reaction during the spraying process and accelerate the reaction speed. Vigorous, the reaction is more completely uniform, and finally the spraying process is improved, the deposition efficiency is high, the coating structure is finer and more uniform, and the performance is more excellent.
In the plasma spraying process, when the coating is 0.6-0.9 mm thick, the bonding strength of the coating is increased from 32.2 MPa of micro-aluminum-clad nickel to 35.8 MPa of nano-aluminum-clad nickel; when it is 0.06-0.15 mm thick, it is increased from 44.0-51.5 MPa to 48.7 ~ 55.0MPa, the relative wear resistance is significantly improved. The composite powder prepared includes Ni/Al, NiCr/Al, NiCr/AlCoY 2 O 3 , and FeCrNiWC/Al. Nano-aluminum powder coated aluminum-clad nickel and nickel-chromium-aluminum are suitable for bonding underlayer or working surface layer under different conditions. Nickel-chromium-aluminum-cobalt yttrium oxide is used for high-temperature thermal barrier coating underlayer, iron-chromium-nickel-aluminum-tungsten carbide Bonded wear-resistant working coatings are used. Several coating materials are superior in performance to foreign similar materials and low in cost, and have been used in industrial applications.
(a) 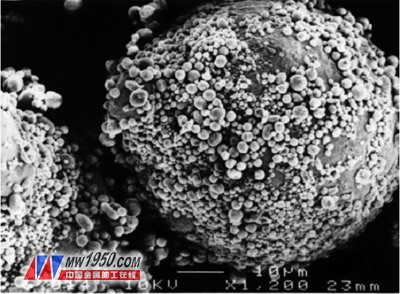
(b)
Figure 9 Micron aluminum-clad nickel composite powder particle morphology
3. High-end material performance
With the constant pursuit of coating properties, materials need to be fully adapted to the high-end development or comprehensive performance of a single performance. For example, WC/Co emphasizes low-temperature anti-wear properties in many applications, while for some it is required to maintain high fretting wear resistance while the coating has higher bonding strength, toughness and lower friction coefficient. A WC·25%Co material with a high cobalt content was developed and adapted to the process requirements of explosive spraying. ZrO 2 ·Y 2 O 3 thermal barrier coatings have always pursued materials with the highest thermal insulation, ie the lowest thermal conductivity. NiAl materials come in many forms and are suitable for different spray processes, underlying applications of different components or substrates, and bonding is the most important technical indicator. In order to achieve higher resistance to molten metal thermal corrosion on the surface of the sinking rolls in the metallurgical industry, the strengthening phase used is from WC to Cr 3 C 2 to MoB 2 . For the ultimate application, the pursuit of material properties must be limited to acceptable costs.
(a) 
(b)
Figure 10 Particle morphology of aluminum-coated nickel composite powder coated with nano aluminum powder
4. Specialization and serialization of use
The continuous development of thermal spray materials provides more and more choices for applications, and further advances the material itself into specialization and serialization. Sealing coating materials have been developed into polystyrene, boron nitride, graphite, diatomaceous earth and bentonite as the main grindable components of dozens of materials, such as AlSi / polyphenylene, Al / BN, Cu / Cg , Ni / Cg, CuAl / Cg, NiCrAl / Cg, Ni / diatomaceous earth, NiCrAl / bentonite, etc., to adapt to different use temperatures, wear resistance and even the use of substrates, parts and other requirements. NiCrBSi is developed into a series of alloy powders according to the hardness requirements of the coating, and the number of varieties is extended by adding different amounts of WC components. WC/Co also forms a plurality of varieties depending on the difference in Co content and the difference in tungsten carbide morphology. All kinds of wire and bar have gradually been serialized. For example, the arc spray coating powder core wire 7Cr 13 , 3Cr 13 , NiCr/ Cr 3 C 2 , NiCrBSi, etc. for the “four pipes†of the power station boiler, the bottom NiAl alloy wire, the NiCr alloy wire, the NiCrTi alloy wire, the FeCrAl alloy wire Wait. At present, more than 100 kinds of thermal spray materials have been applied in industrial production in China.
The traction of demand in civil and military applications and the continuous advancement of its own technological level, including new thermal spray materials, have accelerated the development of China's thermal spray industry in recent years. The rapid development of the civilian market has stimulated the growth of the amount of materials used, while the military demand has driven the high-quality, new thermal spray materials to practical use. China's thermal spraying industry has formed a scale. It is estimated that there are about 1,500 units engaged in research, development and production of thermal spraying technology in China. The application of various types of thermal spraying materials has penetrated into the almost all industrial fields of the national economy and national defense industry, such as aerospace, metallurgy, machinery, petrochemical, electric power and automobile, with the promotion of thermal spraying technology. Now it has entered a new stage of rapid development. The application field continues to expand, playing an increasingly important role in the manufacture of new parts and repair of old parts of various industrial parts, extending the service life of components or materials or imparting special properties to materials.
V. Conclusion
(1) After years of development, there are many varieties of thermal spray materials in China, and hundreds of powder, wire and bar products have been applied to various industrial fields with thermal spray technology. For a series of metal alloys, ceramic powders, composite powder materials, alloys, powder core wire, oxide ceramic bar products have formed mature production technology.
(2) The general technical development trend of thermal spray materials lies in the combination of composition and low impurity, ultra-fine or nano-structure, high-end performance, specialization and serialization of use. Various new materials such as nanostructures, composites, and multi-alloys have become research hotspots and are rapidly becoming applicable.
(3) China's thermal spraying industry has formed a scale. With the development of thermal spraying technology, thermal spraying materials have entered a new stage of rapid development, and the application has been continuously expanded. Today, with vigorous promotion of a conservation-oriented society, the development prospects are broad.
We diviided the led light according to the using eviiroment. Most of our product is the commercial LED Lighting
Commercial lighting is a term used to describe lighting that is used in commercial spaces, including auto dealerships, distribution centers, churches, factories, offices, and warehouses. Unlike residential lighting, commercial lighting is made to withstand more abuse and has a longer lifespan.
While the focus of residential lighting is often on aesthetics, commercial lighting is task orientated. Commercial lighting systems are designed based on what the application is. For example, in an office-type setting, you may see task lighting, which illuminates specific areas where employees need concentrated light to be able to perform their jobs.
Magnetic Light,Magnetic Flood Light,Magnetic Led Light,18W Mangnetic Flood Light
Jiangmen Dilin Lighting High-Tech Co., Ltd. , https://www.jmdilinlighting.com