1.Calculation of a working current of the welding machine 

Determine the power supply capacity needed for the arc welding machine first, and then calculate the primary working current of the welding machine according to the following formula.
(1) Single-phase power supply circuit:
Where Iux - wire (cable) allow current, A.
(2) Check the voltage loss. It is required that the voltage loss should not exceed 10%, and try to control within 5%.
(2) Check the voltage loss. It is required that the voltage loss should not exceed 10%, and try to control within 5%.
For single-phase loops:
In the formula, â–³U% - the percentage of voltage loss in the primary circuit of the welding machine;
R, X - resistance and reactance of wire (cable), Ω;
Cos φ - power factor, if no nameplate, generally desirable 0.5.
R, X - resistance and reactance of wire (cable), Ω;
Cos φ - power factor, if no nameplate, generally desirable 0.5.
2 A cable is generally used 500V single core or multi-core rubber cord, such as YCW type, BXR type. If three cores are used or laid in the pipeline or the length is large, the current density may be 3-6 A/mm2. For a single-core cable of general length, the current density may be 5 to 10 A/mm2.
3. The choice of electric welding machine's secondary cable
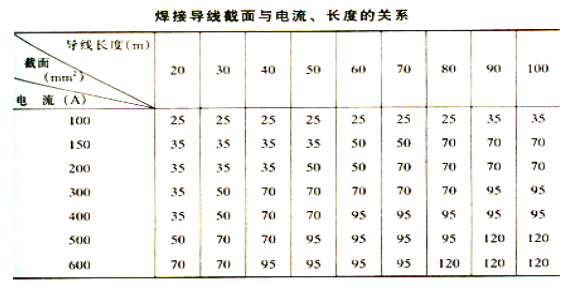
The current in the secondary circuit of the welding machine is very large, and the improper selection of cables can easily cause severe heat generation and waste electrical energy. The second wire of the welding machine can be used YH type electric welding machine cable and YHHR type special soft cable. When the length of the wire is 20m or less, the current density may be 4-10A/mm2. It is generally required that the pressure drop of the welding circuit lead should be less than 4V, ie less than 10% of the secondary arc voltage of the welding machine. Of course, in order to save electricity, the pressure drop should be made as small as possible. The relationship between the section of the welding wire and the current and length is shown in the following table
Black Bulb,T5 Blb Tube,T5 Blb Bulb,T5 Blb Light
Changxing leboom lighting product CO.Ltd. , https://www.leboomuvs.com