The 10m milling machine tool independently developed by our company is a high-end product that can replace imported. The machine tool has extremely high requirements on the mechanical properties of key large castings. The material is HT350, and the hardness of the rear rail is ≥190HBW, which makes the machine have high stability, precision retention and service life. The four large castings are the column 31t, the bed 32t, the table 65t, and the table base 48t. The existing gray cast iron material does not meet the requirements, how to meet the technical requirements of strength and hardness, and smelting molten iron is the key to solving the problem. Alloy cast iron is very difficult to control for such castings. In particular, the thickness of these large castings is more than 140mm, which is prone to shrinkage, shrinkage, cracks and deformation.
After analysis and discussion, based on experience and access to relevant information, it was decided to conduct production tests on rare earth cast iron. Rare earth elements can deoxidize and desulfurize in cast iron, change the shape of graphite, improve casting performance, reduce casting defects, alloy and refine microstructure, improve mechanical properties, and can improve the hardness of the guide surface and improve the service life of machine tool castings. It is easy to control in operation and has a low production cost. In addition, in order to achieve the expected strength requirements, alloying measures for copper addition were tested.
1. Test methods, results and analysis
The molten iron was smelted using a 150 kg medium frequency induction furnace, and six furnace samples were prepared according to the predetermined composition. The amount of the original molten iron component and the inoculant was as shown in Table 1. The ingredients are 15% pig iron, 50% scrap steel, 35% recycled material, graphite-like reductant, pure copper plate 20~40mm, added to the furnace before tapping, iron superheating refining temperature is 1500 °C, inoculation temperature At 1450 ° C, a dedicated iron delivery device with controllable time is used. The test block size is 400mm × 300mm × 180mm, 3 test blocks are cast in each furnace, resin sand molding, sand tensile strength of 24h is greater than 1MPa, and the box is naturally cooled. The rare earth inoculant Ce24-37, the composition is: wRE=24%~37%, wSi=35%~45%, wCa=5%, wMn=5%~7%, wTi=6%, the balance is Fe, particle size 5~10mm, the rare earth inoculant and the 75SiFe inoculant are mixed and dried for use. The test results are shown in Table 2.
Table 1 Pre-furnace original iron liquid chemical composition and inoculant
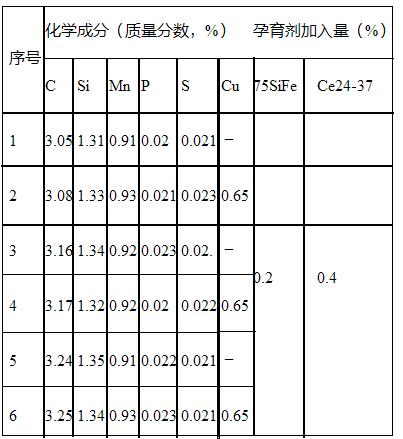
Table 2 Sample test results
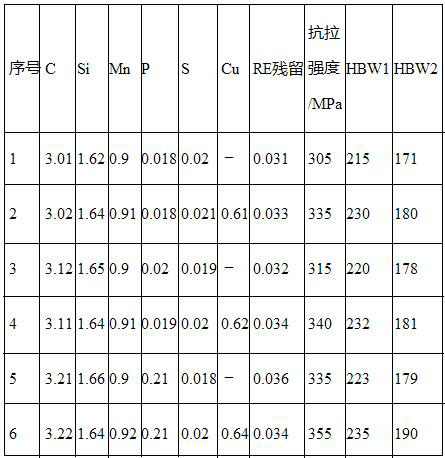
Note: In the table, HBW1 is the hardness of the test bar, and HBW2 is the hardness after the test block is processed.
It can be seen from Table 2 that the strength and hardness are greatly improved compared with ordinary gray cast iron. After the processing of the 1~4 test block, there are different degrees of shrinkage, and the processing performance is poor. No. 6 is the best comprehensive performance. The rare earth acts to deoxidize, desulfurize, promote graphitization, refine grains, and promote the formation of pearlite. Copper serves to reduce the sensitivity of the cast iron to the section, improve the morphology of the graphite, promote the formation of pearlite, refine the pearlite and increase the microhardness of the pearlite, as well as improve the strength and wear resistance.
2. Production application
Through the test process, the smelting process of rare earth cast iron was preliminarily mastered. The following is a brief description of the production process with the milling machine tool table as an example.
Using a 20t medium frequency induction melting furnace and a 20t medium frequency induction holding furnace for smelting molten iron, equipped with Sapprons NSP-6000 furnace fast component analyzer, Germany M20 direct reading spectrum analyzer, NSP-305MTX rapid measurement Wenyi, OCS-XS (F3) wireless transmission electronic crane scale, two 20t insulation ladle, two 20t ordinary ladle. The insulation package can store the molten iron for 3 hours, prepare a total of 80t of molten iron, and the four packages are simultaneously poured and simultaneously filled. The casting process designed a casting system that is beneficial to the feeding and improvement of the filling effect, and designed a special graphite cold iron on the three surfaces of the guide rail to improve the hardness of the guide surface and prevent shrinkage defects.
After adjusting the molten iron composition of the first furnace melted in the melting furnace, it is poured into a 20t holding furnace with a 20t heat preservation package, and the heat preservation package is preheated. Then immediately smelt the second furnace iron liquid, when adjusting the original iron liquid composition, the iron liquid in the holding furnace (the temperature is raised to 1500 ° C) is stored in the preheated heat preservation package, then the second 20t heat preservation is used. The package will pour the second furnace liquid of the adjusted composition into the holding furnace. After that, the third furnace molten iron is started to be smelted. When the molten iron composition is adjusted, the molten iron in the holding furnace (the temperature is raised to 1500 ° C) is discharged into the second heat preservation package, and the iron in the first heat preservation package is Liquefing into the holding furnace to raise the temperature to 1500 ° C, and then out into the insulation package, then the third furnace iron in the melting furnace is usually packaged into the holding furnace to raise the temperature, and the melting furnace begins to melt the fourth furnace iron. liquid. Before the fourth furnace molten iron is refining at high temperature, the third furnace molten iron in the holding furnace is discharged into the ordinary package, and the iron liquid in the two thermal insulation packages is respectively combined into the holding furnace to raise the temperature to 1500 ° C and then discharged. Into two insulation packages, and the third furnace iron liquid is brought back to the holding furnace to raise the temperature. When the iron content of the fourth furnace is adjusted, the temperature is raised to 1500 °C, and the slag is refined after refining, and the molten iron in the holding furnace is simultaneously added with copper to be inoculated, and the pouring is performed after the completion of the treatment. Immediately after the iron liquid in the two insulation packages is combined into the melting furnace and the holding furnace, the copper is simultaneously inoculated, and the prepared molten iron is simultaneously slag and poured as soon as possible, and the pouring temperature is (1330±10) °C. The first treatment was carried out until the casting interval was 10 min, and the pouring was performed 3 times after pouring. Through the inspection of the cast test block, the chemical composition and mechanical properties have met the technical requirements.
3. Conclusion
It has been proved by experiments that rare earth plays a very good role in cast iron and has great application potential. Further testing is needed to improve the composition range and melting process. In order to obtain a good inoculation effect using the rare earth inoculant, the carbon equivalent and sulfur content of the original iron liquid are low. The melting point of rare earth elements is higher, the melting rate is slow, the incubation temperature should be 1420~1450 °C, and the particle size is 5~10 mm. The amount of rare earth inoculant added is calculated as 0.4%, the recovery rate is about 40%, and the residual amount should be ≤0.05%. In the test and production process, it fully embodies the superiority of the medium frequency induction furnace, the melting speed is fast, and it is easy to adjust the chemical composition. In the modern industrial development process of promoting the creation of energy-saving and environment-friendly enterprises, the manufacturing technology and application technology of the medium frequency induction furnace are also It will surely develop rapidly.
Floor Drains,Toilet Floor Drains,Bathroom Floor Drain,Shower Floor Drain With Cover
kaiping aida sanitary ware technology co.,ltd , https://www.kpaidafaucets-jm.com