ã€Abstract】In the construction process of long-distance pipelines, the qualification rate of one-time welding of pipelines is the focus of construction and construction units. In the process of on-site construction, due to the tight schedule, heavy tasks and high welding quality requirements, the pipelines A pass qualification rate is often difficult to guarantee. This paper starts with the analysis of the construction characteristics and welding process characteristics of the Jingxi third-line project, and summarizes the reasons for the low qualification rate of one welding. Based on this, the corresponding management and technical improvement measures are formulated, which are on the construction site of Jingxi Third Line. The implementation effect proves the effectiveness of these measures for improving the quality of pipeline welding and improving the qualification rate of primary welding of pipelines, and provides some reference opinions for the construction of long-distance pipelines in China in the future.
The total length of the gas pipeline from the Jingbian to Xi'an natural gas pipeline is about 475.8km, the designed diameter is 900mm, and the gas transmission capacity is 90×108m3/a. The first section of the Jingxi third-line system engineering line was first fired on June 10, 2011, with a total length of 99.1 km. The main topography is sand grass land, shallow hill plain and loess hills. Because most of the shallow dam flat dam area has little ups and downs, and the slope is gentle, while the loess hilly area has large undulations and steep slopes, the line engineering adopts the construction operation mode of the flow-through welding unit and the mountain mobile unit.
1. Welding process requirements
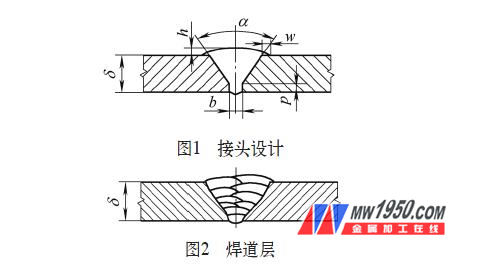
The main line of Jingxi Third Line is made of 3PE anti-corrosion steel pipe with X7 0 steel grade, diameter 914mm and wall thickness of 11.1~19.1mm. The welding process adopts SMAW (root welding) + FCAW (heat welding, filling welding, cover welding), wherein the root welding is performed by manual welding of the welding rod, and the heat welding, the filling welding and the surface welding are semi-automatic under the self-shielded flux cored wire. Soldering. The implementation standards are SY/T4103—2006, Q/SYGJX0110—2007 (weld appearance inspection and acceptance implementation GB 50369-2006). The welding process requirements are as follows: the joint and the groove form are V-shaped butt joint; the groove angle α = 45° ~ 47°; the blunt edge p = 1.5 ~ 1.8mm; the gap b = 2.5 ~ 4.0mm; the wrong side amount ≤ 1.7mm; Preheating temperature 100~200°C; interlayer temperature 50~150°C, no post-weld heat treatment; weld residual height h≤2.0mm, partial not more than 3.0mm; cover weld width w to ensure that each side should be compared to the groove surface Width 0.5 ~ 2.0mm; polished off the end of the pipe end spiral weld 10mm range, and smooth transition; two nozzle spiral weld gap spacing ≥ 100mm; each side of the groove heating width ≥ 50mm; root welding and The hot welding time interval is ≤10min; the dry elongation of the wire for heat welding, filler welding and cover welding is 10 to 15 times the diameter of the welding wire. The welding groove joint design is shown in Figure 1, and the weld bead layer requirements are shown in Figure 2 and Table 1.

For more details, please refer to the attached content or read the 18th issue of Metalworking (Hot Processing).
Composite Metal Panel,B Plus Acp,Acp For Facade,Aluminum Corrugated Panel
zhejiang kangzhan new materials co.,ltd , https://www.mcbondacp.com