China's automobile industry has grown to more than 18 million vehicles in 2010, making it a world-famous automobile production and sales country. But a careful study and analysis of China's auto industry structure will reveal that in the Chinese market, the majority of the passenger car market is still the world of foreign brands. In the high-end market of passenger cars, almost no Chinese independent brands (mainly Mercedes-Benz, BMW, Audi, GM, Toyota), the mid-end market is still the world of Volkswagen, Toyota, GM and other companies, China's own brands The models are mainly concentrated in the low-end and low-end markets. Therefore, in order to truly become a big automobile manufacturing country, China needs to continue to improve the manufacturing level of its own brand vehicle manufacturing enterprises. At the same time, the product quality of China's auto parts manufacturing enterprises is the key to determining the quality of China's vehicle production. There is still much room for development in terms of aluminum alloy wheels used in passenger cars. At present, some of the pilot projects required by major foreign auto companies for aluminum alloy wheels have not been required or are not known in China.
Now introduce a wheel test method in the whole vehicle test and the corresponding wheel design and production precautions for the reference of relevant personnel.
Introduction to wheel bolt tightening test
The wheel bolt tightening test is part of the vehicle test of the passenger car. It is mainly to test whether the wheel tightening bolt will loose during the full load and rapid turning, which is an important test to test the safety of the whole vehicle. It is widely used by major European car manufacturers.
1. Test method The test vehicle is used to test the tightening of the wheels and bolts with a maximum load, along a prescribed route, and at a speed as fast as possible.
2. Test process:
Install the wheel to the maximum load → Replace the wheel → Pre-tighten the wheel bolt (80N.m) → Tighten the wheel bolt (120N.m) → Drive the specified mileage (13 km) according to the specified route → Wheel cooling (at ambient temperature ≤ 30 °C)→ Detect wheel bolt slip torque.
3. Test judgment:
When the wheel bolt slip torque is detected to be ≥80N.m, the judgment test is passed; when the wheel bolt slip torque is <80N.m, the test is judged to be unsuccessful.
Note: The bolts used in the test must be qualified and produced in the same batch.
Factors affecting wheel bolt tightening test in wheel design and production
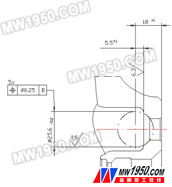
1. Bolt hole size
The three dimensions and one geometrical tolerance shown in Figure 1 are the dimensions and tolerances required to match the wheel fastening bolts and must be met during wheel machining. The three dimensions in the figure are one-time machining of the machining tool, which is easy to guarantee; and the position of the bolt hole is Φ0.25 mm, which will be caused by the machining error and the cleaning degree of the machining personnel and the processing platform. In the case of out-of-tolerance, it must be strictly controlled in actual production to ensure the correct installation of the wheel and meet the requirements of the bolt tightening test.
2. Nut seat contact area
The design requirement of the contact area of ​​the wheel nut seat is: using the Φ25.6mm test ball with the same bolt hole size for the detection, it is required to display the contact ring with the circumferential direction and the width of at least 2mm, and ensure the between the detection ball and the bolt hole engagement surface. Contact area ≥ 2/3 nut seat area. This regulation is mainly to ensure good contact between the wheel and the fastening bolt when the wheel is installed.
3. Ball and socket surface roughness
The surface roughness of the contact part of the wheel with the bolt is required to be Ra1.6 or more to ensure sufficient contact between the wheel and the bolt.
4. No foreign matter on the surface of the nut seat
The foreign matter on the surface of the wheel nut seat is mainly the paint splashed during the wheel spraying process. According to the design requirements of the wheel, the nut seat engagement surface should be unpainted. However, in the actual wheel production, when the bolt hole protection is not good, a thin layer of paint mist is often formed on the surface of the nut seat. This layer of paint mist seriously affects the fastening of the wheel and the bolt, resulting in failure of the test. Therefore, in actual production, the production of paint mist on the surface of the nut seat should be strictly controlled.
5. Material properties around the nut seat
At present, the materials used in China's aluminum alloy wheels are A356 (also known as AlSi7Mg in Europe). This material is generally treated by T6 (solid solution + quenching + artificial aging) to meet the material properties of the wheel nut seat. However, due to the different wheel shapes, different mold design of the manufacturer, and the difference in the process of the die-casting wheel, the performance around the wheel nut seat may not meet the test requirements. According to the actual wheel nut seat performance test and the bolt tightening test, it is found that when the material yield strength around the wheel bolt hole is ≥185MPa and the hardness is ≥85HB, the wheel bolt tightening test can pass.
Take measures
(1) Strengthen the bolt hole size control in strict accordance with the requirements of the drawings.
In the wheel machining, increase the bolt hole size inspection frequency. In addition to the machine plus operator using the bolt hole position gauge to check the position of the bolt hole (each must be checked), in the first, middle and end of each shift by the special quality inspectors on the wheel bolt hole size, surface roughness, nut Check the contact area and other items. If you find a non-conforming product, find the cause and solve it in time.
(2) Improve the bolt hole protection to prevent foreign matter from entering and adhering to the surface of the nut seat.
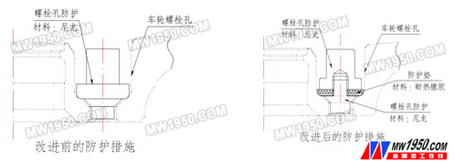
Through the improvement, the paint mist enters the surface of the nut seat during the spraying process, effectively solving the failure of the wheel bolt fastening test caused by the paint film on the surface of the nut seat.
(3) Improve the mold design, strengthen the cooling of the bolt holes, and improve the material properties around the bolt holes.
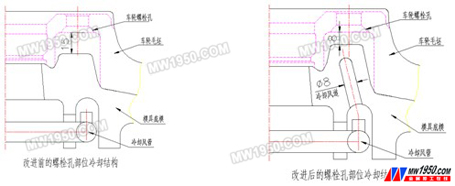
Through the improvement of the mold structure, the material yield strength around the wheel bolt hole reaches 190-210 MPa and the hardness reaches 85-95HB, which fully meets the material performance requirements of the wheel bolt fastening test.
Conclusion
Among the factors affecting the wheel bolt tightening test, in addition to the wheel aspects described above, it also includes: assembly of tires, bolts and other peripheral parts as well as the operator, test site, test route, test environment and other factors during the test.
Clawfoot Bathtub
Clawfoot Bathtub
Guangzhou Aijingsi Sanitary Products Co.,Ltd , https://www.hottubdesign.com